ボール盤の入れ替え [工具]
ついて色々と不満が出てくるものですが、ボール盤についても、チャック
の精度の低さや、剛性感の無さが気になるようになってきました。

旧ボール盤(DIY向け製品)
価格が安く、そこそこの加工は可能であるが、使用するうち高精度な加工には
向かない事が分かってきました。
やはりある程度精度を求めようとすると、プロ用の機材を購入するしか
ないのですが、 その大きさや価格の面でなかなか手が出せないで
いました。
そのような中、ネットオークションを覗いていると、中古ですがプロ用で、
かつ工房に入りそうな小型の機材がかなり安く出品されているのを発見
しました。
「KIRA」という工作機械メーカーの製品で、現在は製造されていませんが、
小型ボール盤としては定評のある機種のようでした。 出品されていた物は、
工場で使用されていたため、全体に油汚れが有るものの、それほどハードに
使用された形跡が無いため、品質的には問題ないと判断し入札しました。
その後、無事落札出来ため引き取ってきました。

新ボール盤(KIRA KND-8)
小型とはいえプロ用ですので、かなりしっかりした造りです。このクラスでも重量は33kgあり、
コンクリートの床面ではない普通の住宅に設置するにはこのサイズが限界と思われます。
工房に搬入後、各部の点検と清掃を行いました。
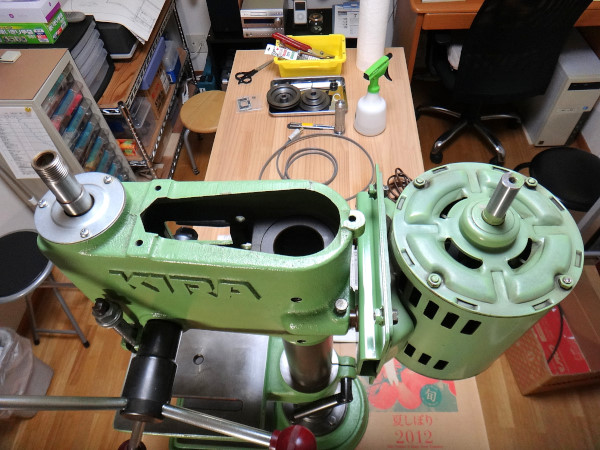
工場で使用されていたため、油汚れはあるのですが、そのお蔭でかえって
錆の発生が抑えられ、全体のコンディションは良好でした。
油汚れは、100均の白いスポンジたわしと台所洗剤で、ケミカルを使用しな
くても綺麗に落ちました。 その後、金属地肌部分に防錆を兼ねてオイルを
薄く塗布してクリーニングは完了としました。
点検の結果、モーター、主軸共にベアリングは異常無く、駆動関係はベルト
の交換だけで大丈夫でした。
しかしながら、電気配線はかなり劣化が進んでおり、配線関係は全て交換
する必要がありました。
チャックは、受領時、堀内製作所製の8MMが装着されており、振れも問題
無さそうでしたが、念のため、ユキワ精工製の新品(J8MG)に交換しています。

再組立後、試運転を行いました。 当初、やや振動と音が出ていましたが、
新品のベルトが馴染むにしたがい、静かで振動も気にならないレベルにな
ってきました。
再度通した際に感じるフリクション感は気持ちが良いものです。
ドリリングは基本工作技術の中でも奥が深く、その素材や形状、場所により
刃物や加工方法を考えながら行う必要があると思いますが、道具立てでは
十分な物が揃いつつありますので、今後はソフト面での技術の向上を図って
いきたいと考えています。
胴体治具 [工具]
フルサイズ用の胴体治具を新規に作成中です。
以前使用した治具
以前「Grand Slam LT」を製作した際にも、簡単な治具を作成して組立て
を行いました。 簡素なものでしたが、当時は胴体の剛性が高かった事も
あり、十分な精度で組立てが可能でした。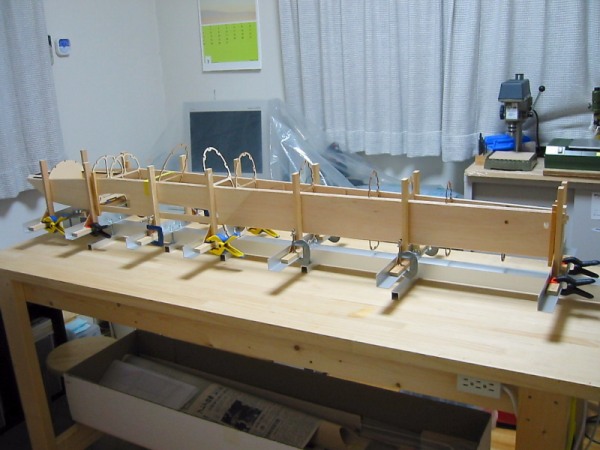
2004年頃に作成した胴体治具
今回の改良点
今回は、以前作成した治具をベースに次のような改良を行います。
1.全体の剛性・精度の向上
・前後に走るメインのビームを50X50 アルミ角材1本から、40X40
アルミフレーム材2本へ変更し、ベース部分の剛性を上げる事によって
全体の精度向上を図る。
・胴枠サポートの材質を木材から、3mmアクリル板+アルミアングル材
へ変更し、直角精度を上げると共に、経年変化による狂いを防止する。
2.使い勝手の向上
主要部分にアルミフレーム材を使用する事により、胴枠サポートの
前後、左右方向の移動は、4mmキャップスクリューを緩めるだけで
調整可能とする。 それにより、機種毎の位置変更や微調整作業を
迅速に行えるようにする。
3.主翼単体でのアライメント機能の付加
アタッチメントを追加する事により、2分割の主翼とカンザシパイプの
アライメントを確認できるようにする。
※主翼剛性の関係で、正確な主翼単体でのアライメント測定は、プランク
作業後になります。 依って、本治具でのアライメントは確認のみの
機能となります。
カンザシパイプ組込み時のアライメントは、別治具を作成する予定です。
細部の画像
アルミフレームはNIC製のアルファフレームを使用しています。 胴枠
サポートは3mmアクリル板+アルミアングル材を使用して直角精度を
上げています。
セット寸法の変更は、前後、左右共に4mmキャップスクリューを緩める
だけで調整が可能です。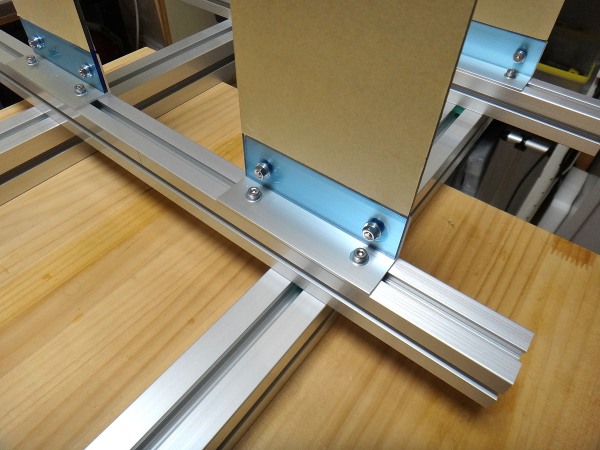
ベース部分は、40X40アルミフレーム材を梯子状に組むことにより、
全体の剛性・精度をアップしています。
細部の仕上げ及び、調整作業は使用前に行う予定です。
最近の機体は軽量化のため、極限まで材料を薄くしてあり、一見、コンベン
ショナルな胴体構造に見えますが、実際にはほとんどモノコックに近い
強度配分になっているようで、完成前の胴体は捻じれ曲げに対して非常に
弱いように思われます。 従って、製作中は常に治具による支えが必要で
あり、そういった意味においても治具の役割は重要であると考えています。
今回作成した治具は、今後実際に使用しながら、使い勝手や精度の向上
を行っていく予定です。
工作作業台 [工具]
工作の精度を確保するため、作業台のメンテを行いました。
正確なラジコン機製作には欠かせない作業台ですが、現在使用して
いる物は、14年前にパイン集成材と2x4材を使用して自作した物で、
経年変化により表面に僅かなうねりが発生していました。
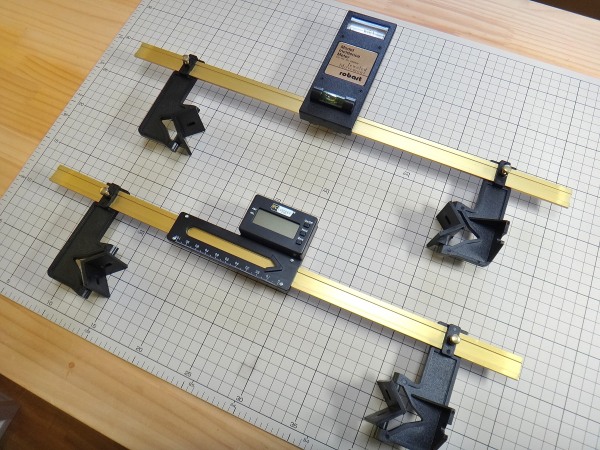
その修正を行うため、40mmのアルミ角材にのり付きのサンドペーパー
を張り付けた工具を用いて、表面の凸部を研磨します。
電動のサンダーを使った方が早いのですが、面を出すため手作業で
ひたすら研磨を行います。
一通り研磨後、アルミ角材をタテ・ヨコ方向にスライドさせて平滑性を
チェックします。

アルミ角材と天板との間に隙間がないかチェックし、隙間がある
場合は高い部分を研磨します。

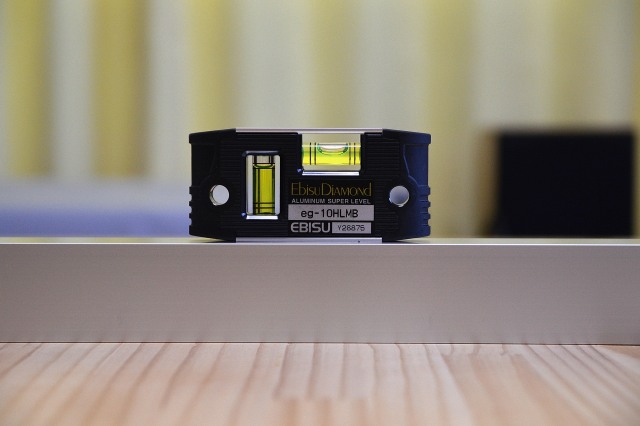
平面が出た所で、台の捻じれをチェックします。 アルミ角材の上に
水準器を乗せて、台の両端及び、中央で水平であるか確認します。

僅かにねじれが有りましたので、作業台の低い方の足の下に、
0.5mmの厚紙を入れてOKとなりました。
パイン集成材は比較的柔らかくてピンも刺さり易いため、工作台と
して使いやすい素材だと思います。 しかしながら、木材である以上、
時々点検して経年変化による影響を取り除いてやる事が大切に
なってきます。



