フライトシム用ティラーの製作 (部品製作編) [シムデバイス]
以前の記事(フライトシム用コントローラー)でご紹介した、ティラーを久しぶりに製作します。今回は、部品の製作過程についてです。
オリジナルのデバイスのため、使用する部品は、各種工作機械を使用して製作・加工を行っていきます。
3Dプリンターでの部品製作
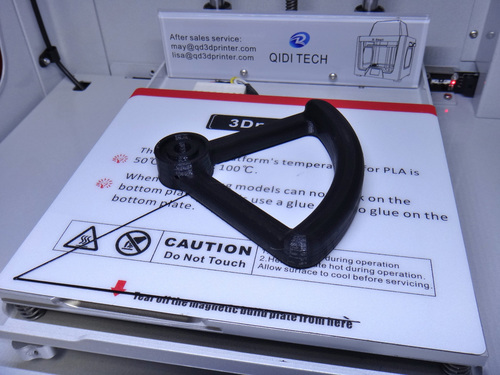
本コントローラーの設計は3D CADで行っています。最初に、ハンドル等の機構部品を3Dプリンターで作成します。
オリジナルのデバイスのため、使用する部品は、各種工作機械を使用して製作・加工を行っていきます。
3Dプリンターでの部品製作
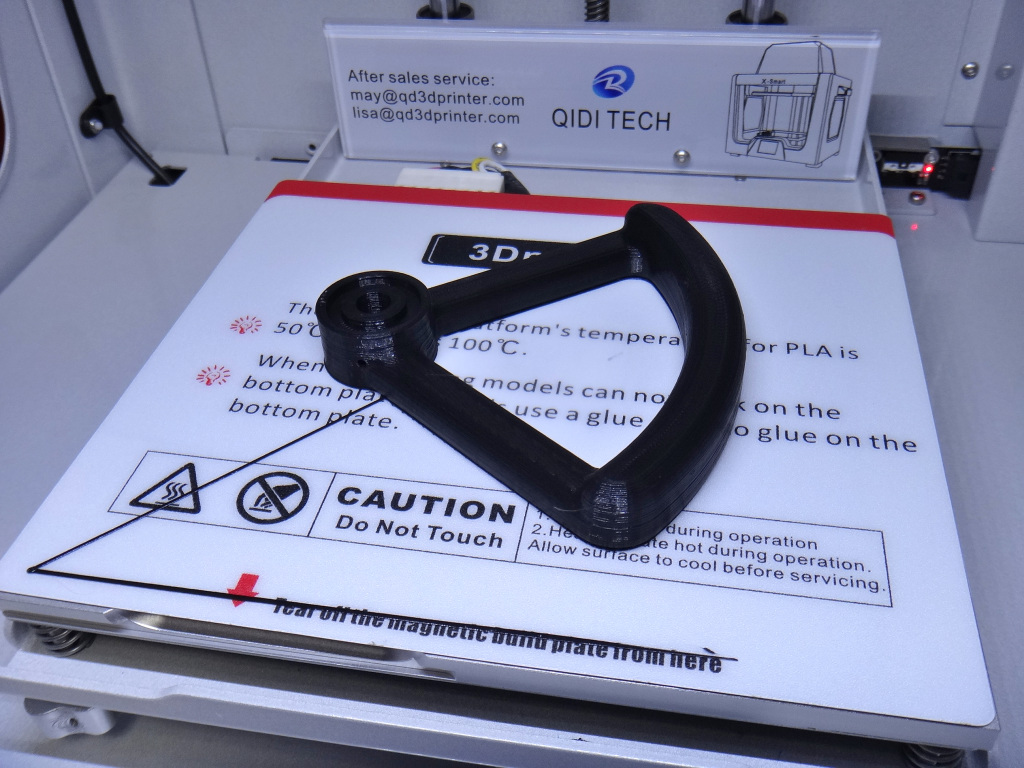
本コントローラーの設計は3D CADで行っています。最初に、ハンドル等の機構部品を3Dプリンターで作成します。

その他の部品も順次プリントしていきます。
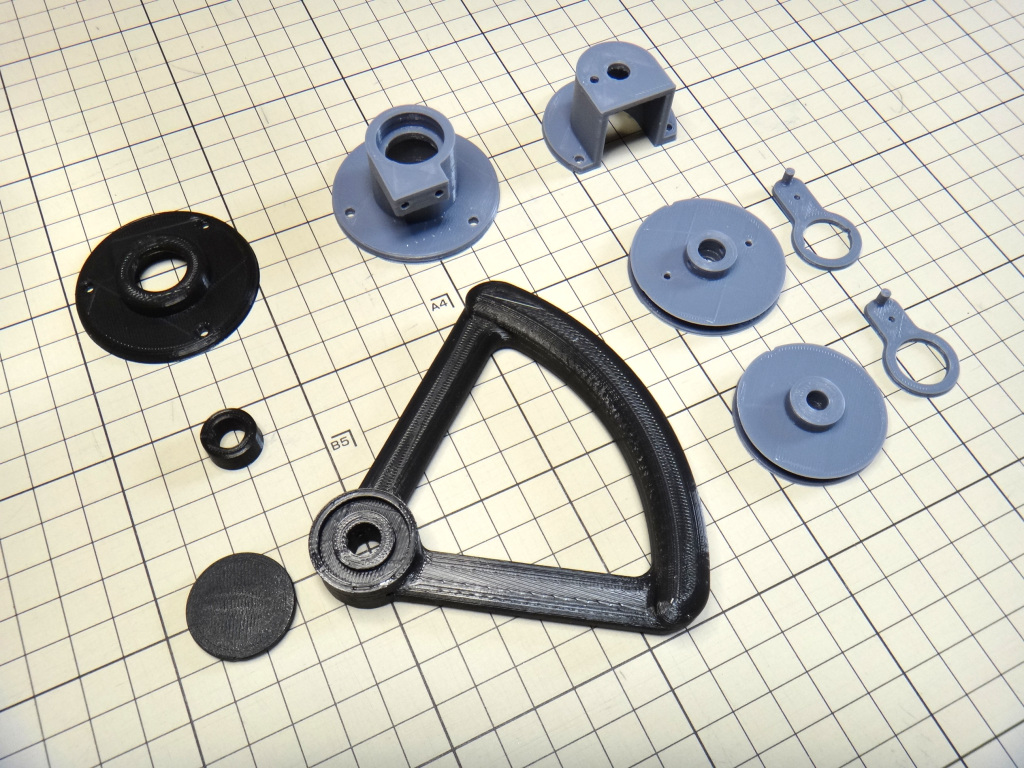
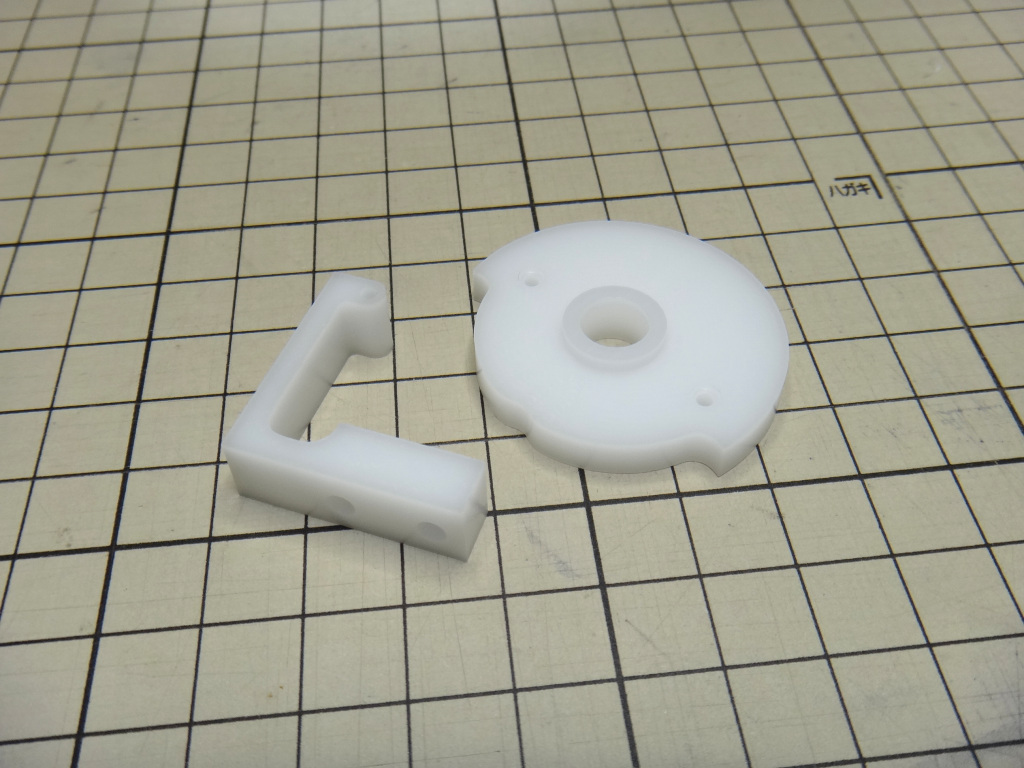
3Dプリンターで作成した機構部品です。
ケースの加工
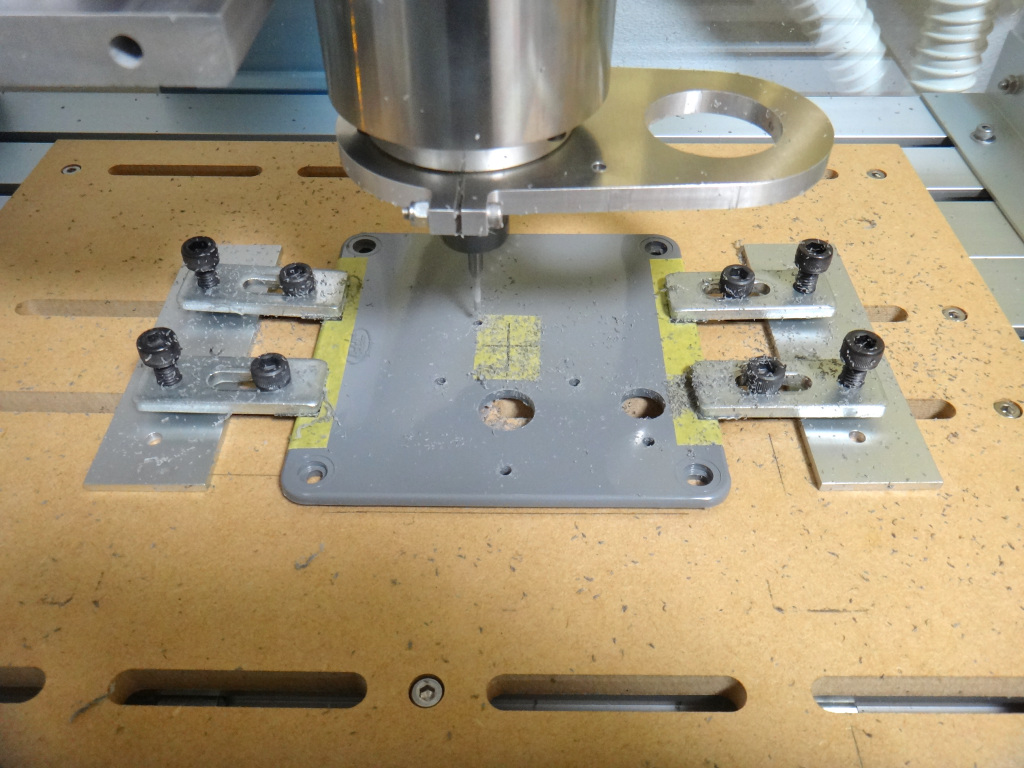
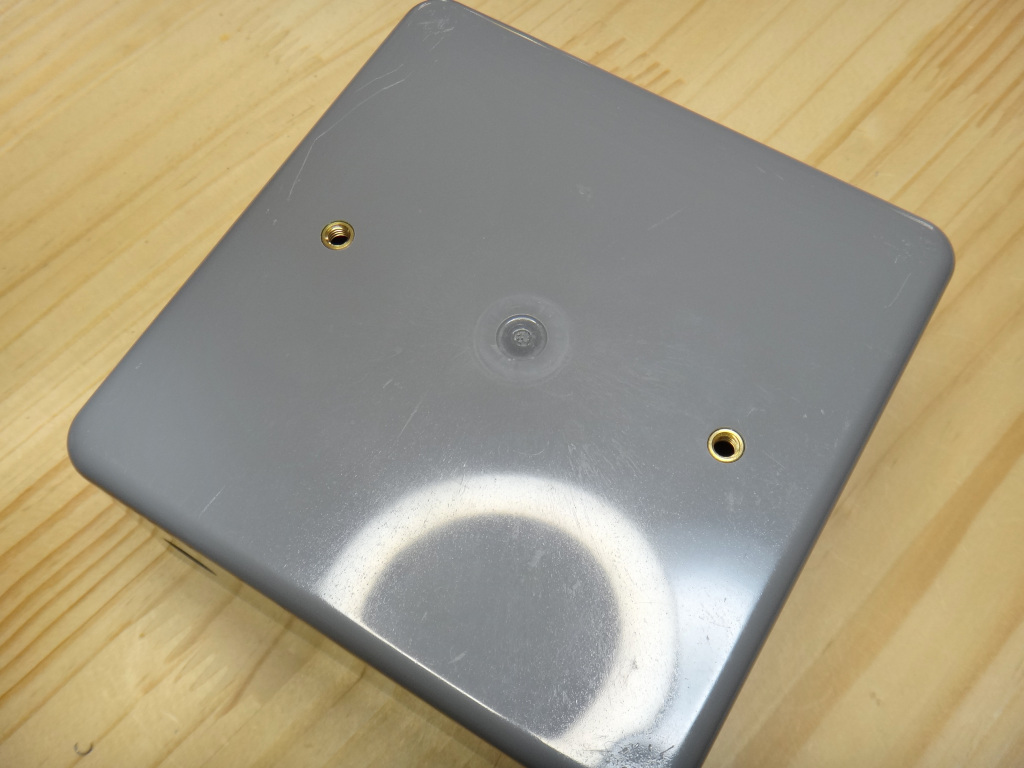
機構部品を取り付けるケースの上蓋は、精度を出すためCNCで加工します。

裏側中央の突起部もCNCで切削除去して面を出します。
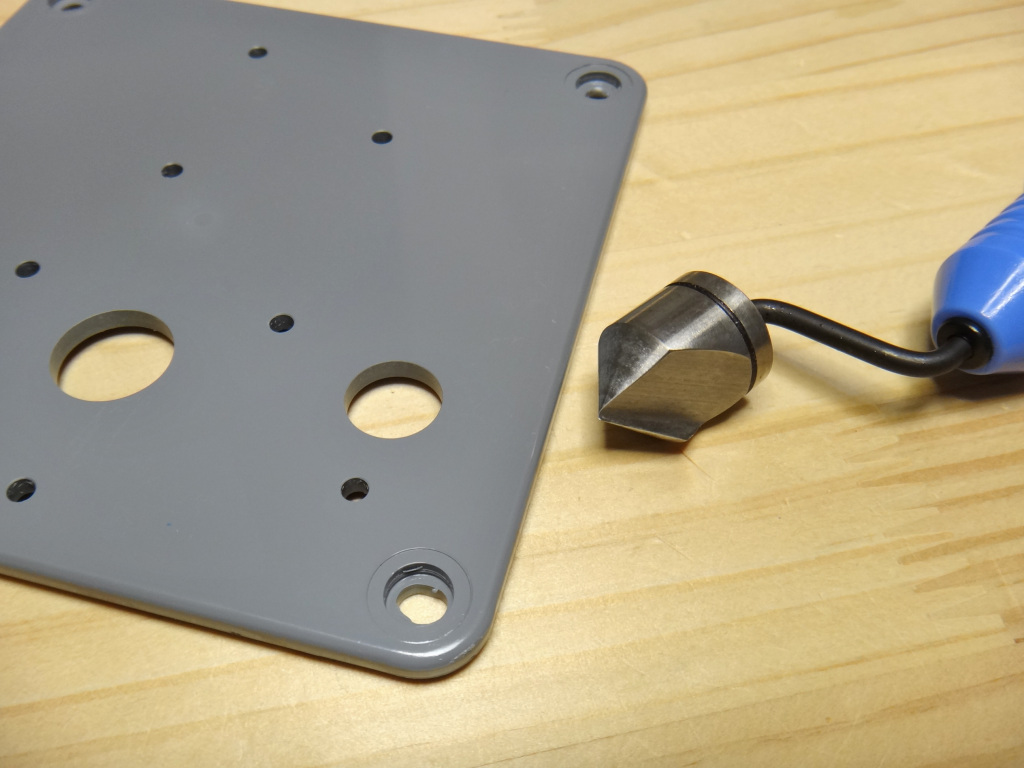
CNCでの穴開け後、丁寧にバリ取りを行って仕上げます。
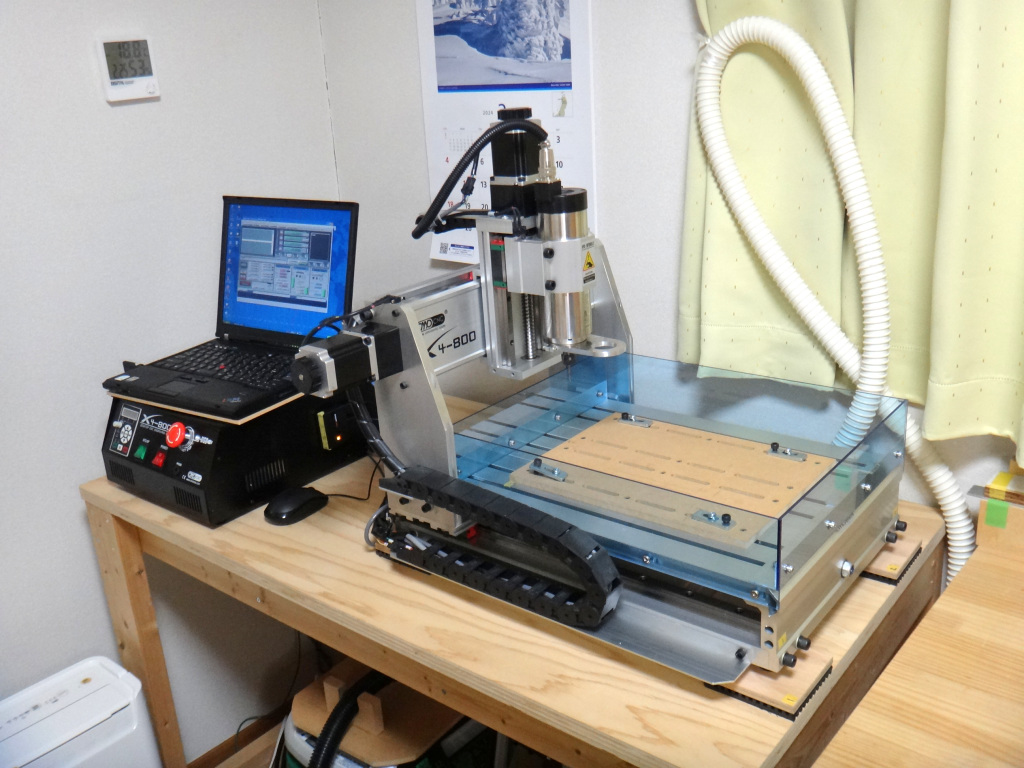
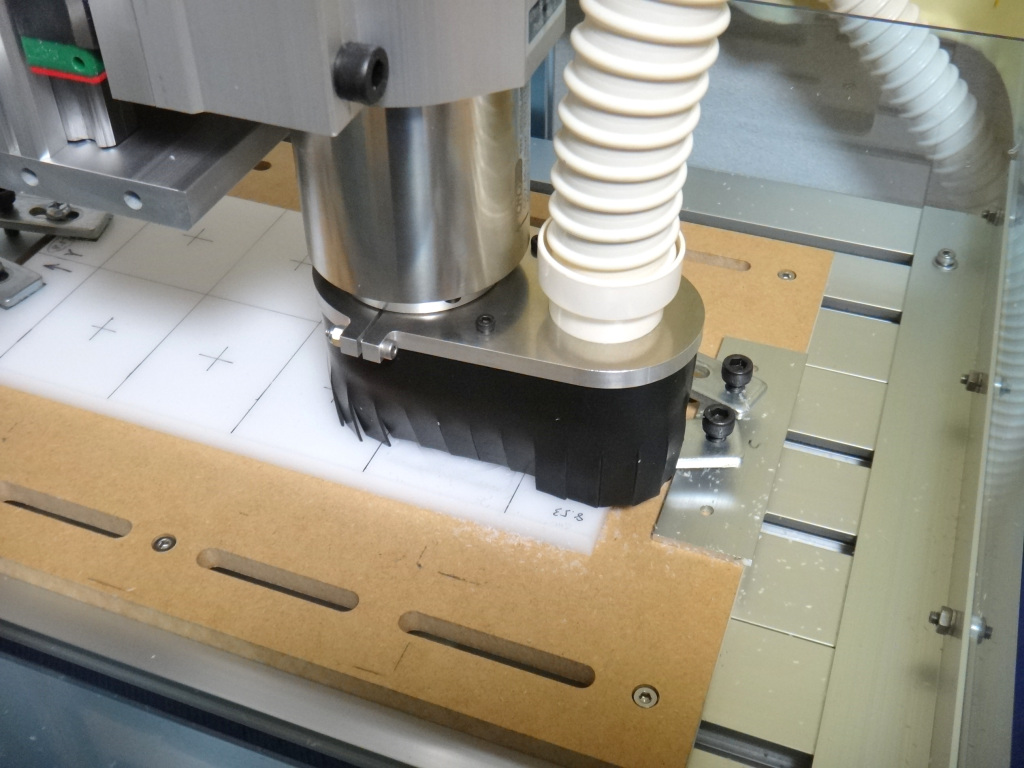
CNC加工機はOMIOCNC製のX4-800という機種を使用しています。家庭用としては、結構重量が有ってかさばる機械ですが、剛性もそこそこ有って高精度な加工が可能です。
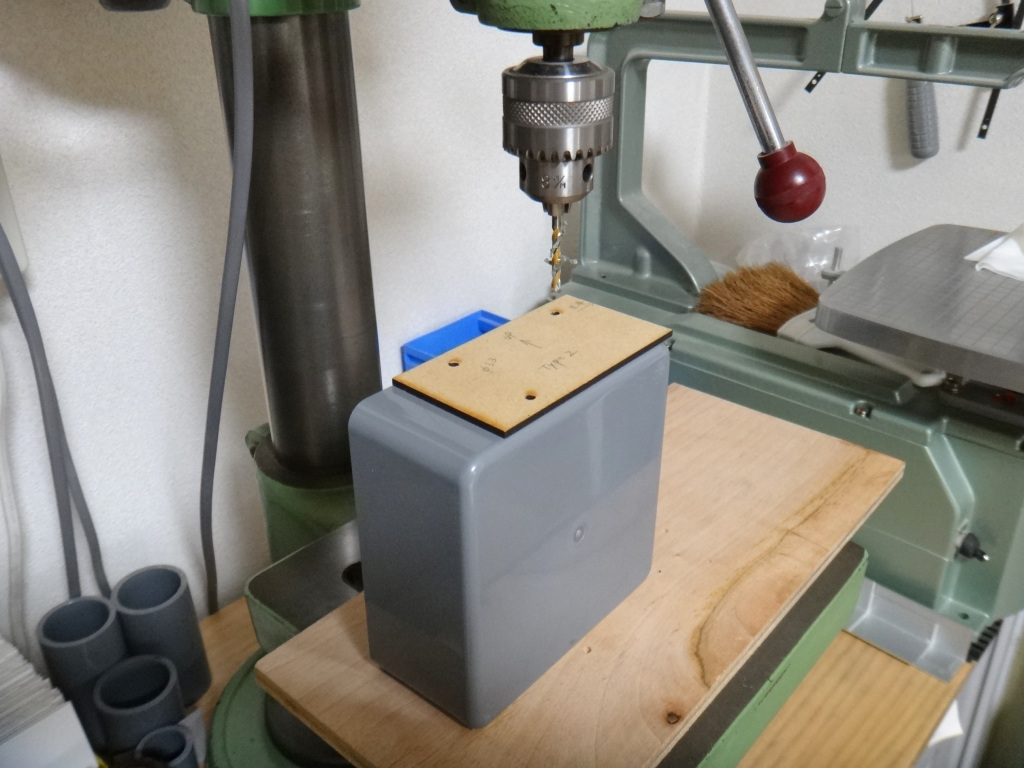
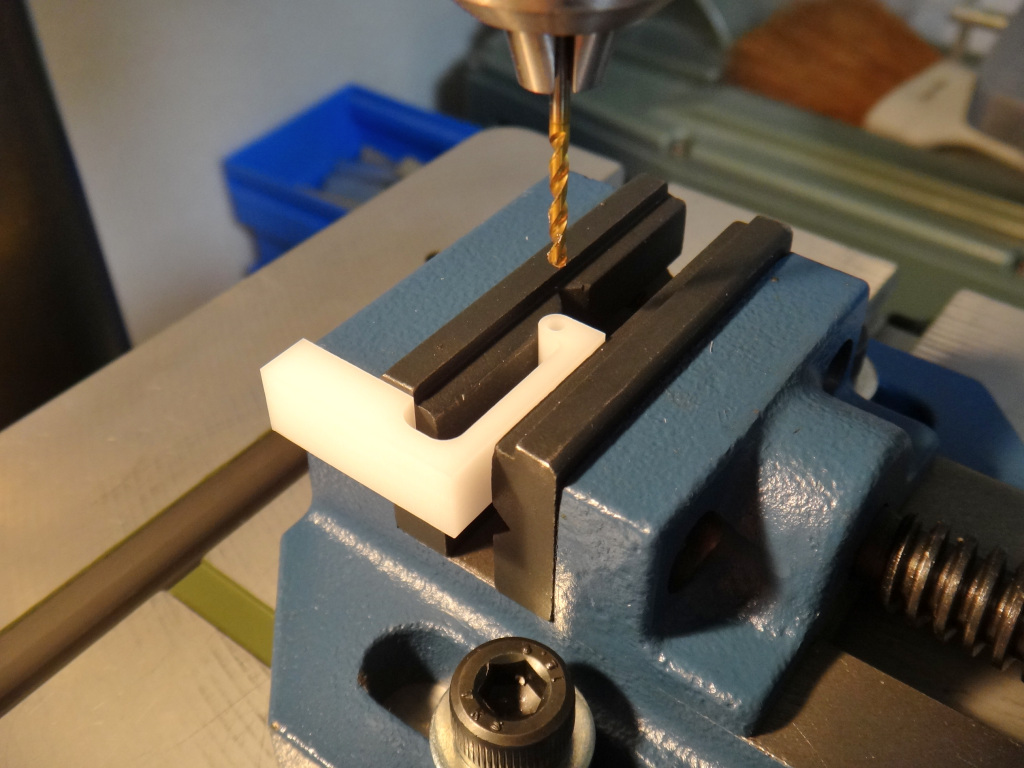
ケース側面に、マイコン基盤取付用の穴加工を行います。CNCを使用しない穴開け加工は、治具を使用して位置決めを行います。

コードの出口穴は、ステップドリルを使用して加工します。

本体をボルト(M4)で固定可能にするため、ケース底面にインサートナットを埋め込みます。
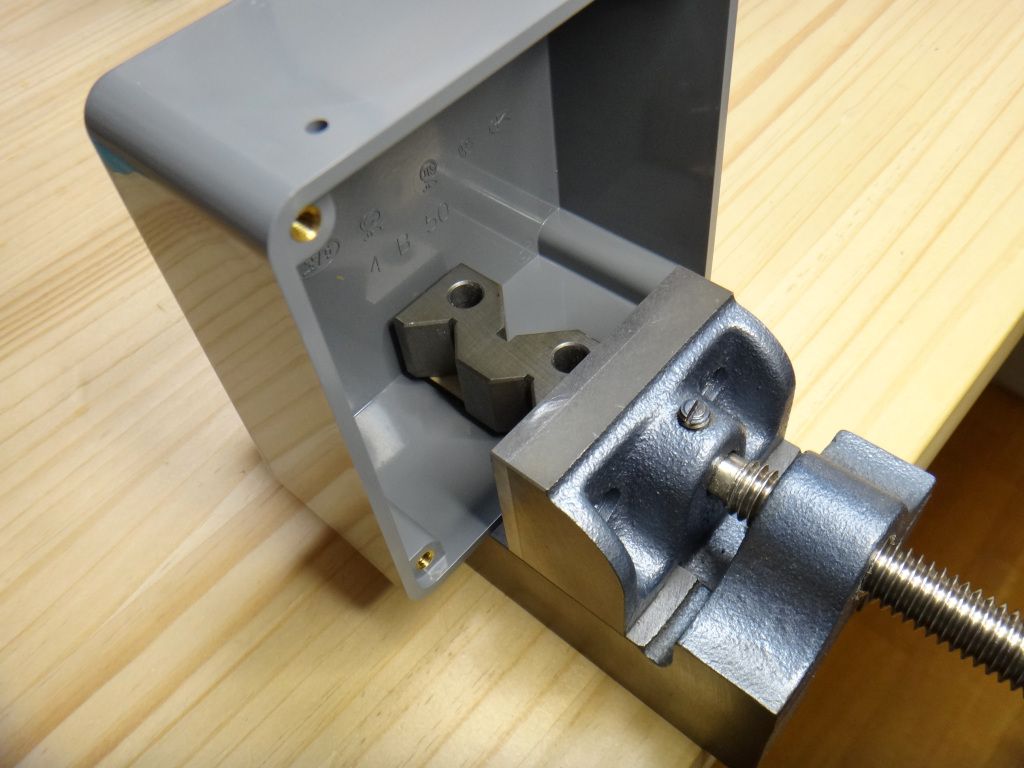
穴開け加工後、バイスを使用して慎重に圧入します。
インサートナットの圧入が完了。
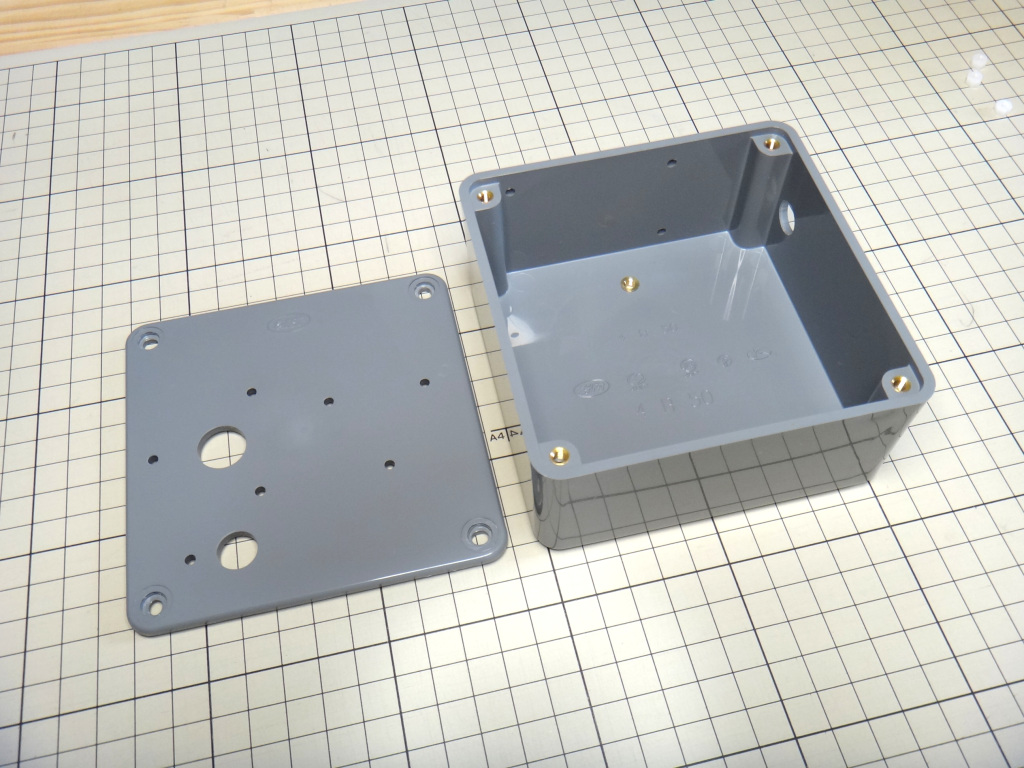
ケースの加工が完了です。
カム部品、LED基盤の製作
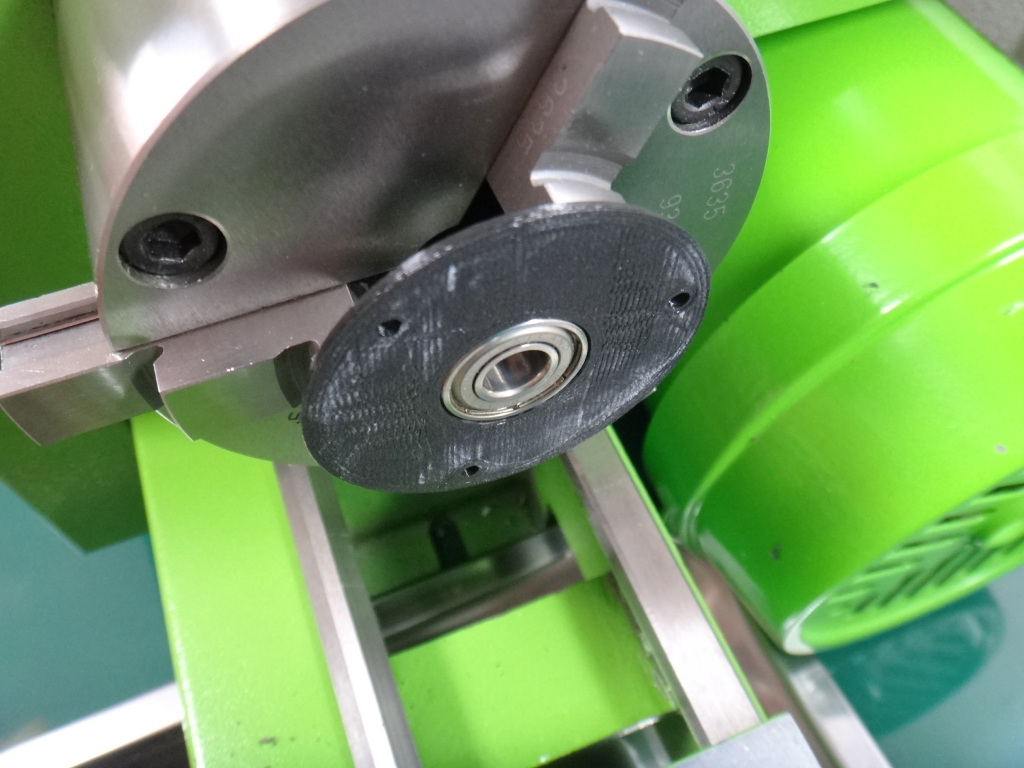
センタリング機構の部品は、強度と精度が必要なため、ジュラコン板(POM)をCNCで加工します。
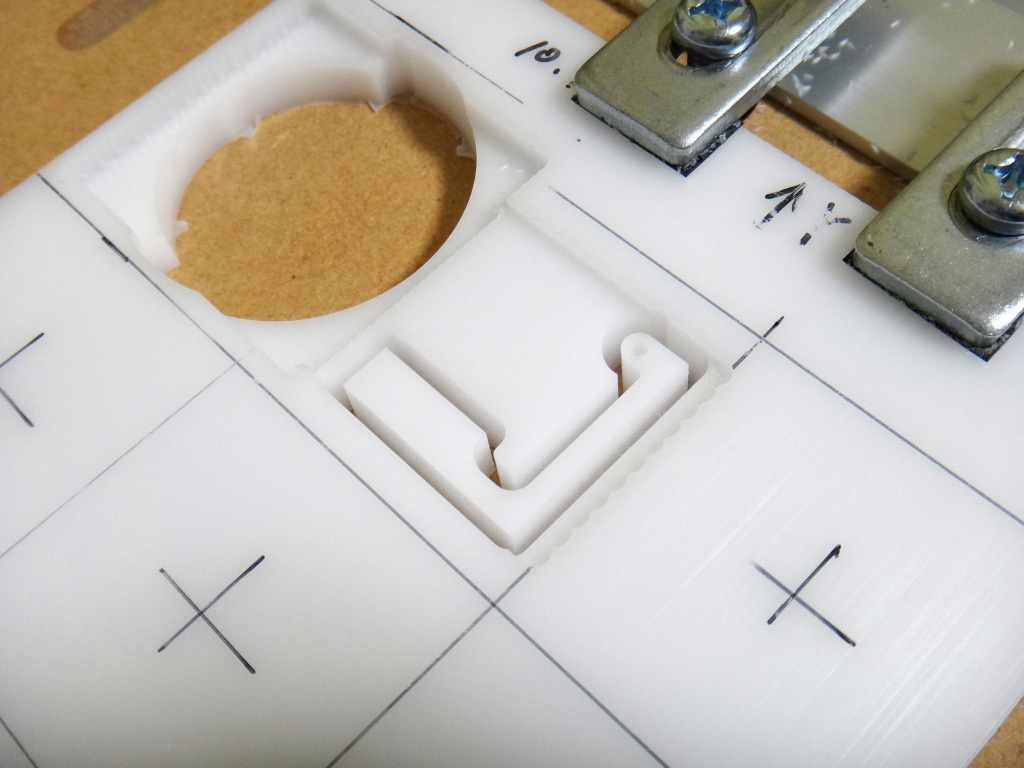
ベアリング受けの加工完了。
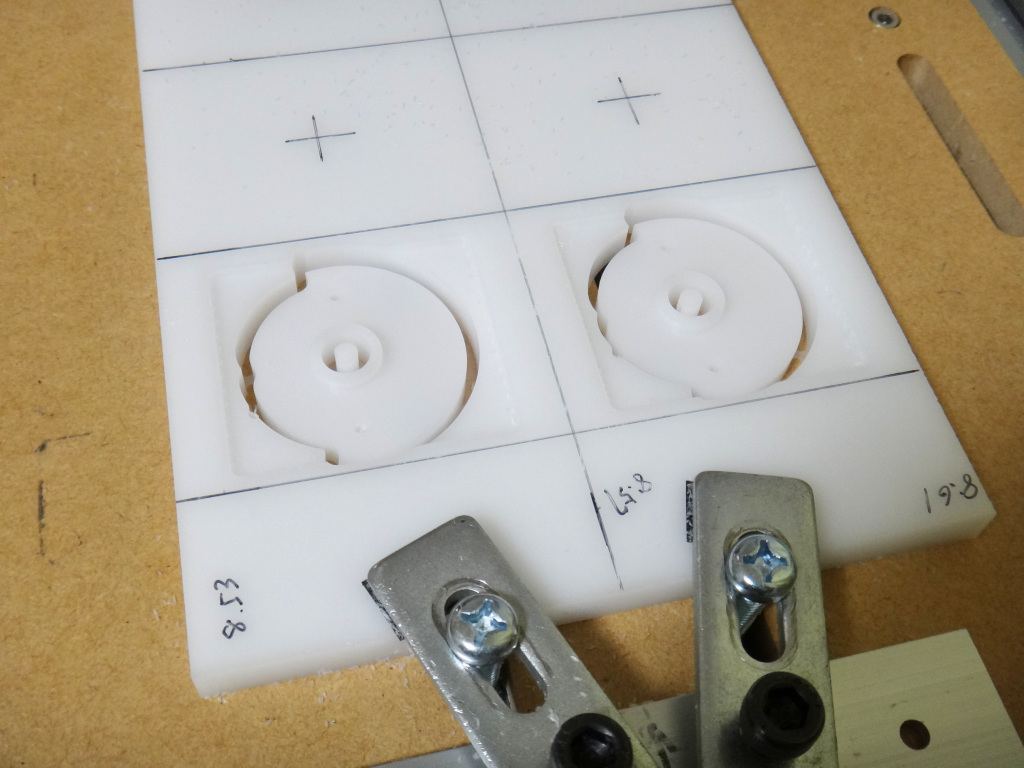
カムの加工も完了です。

LED用の基盤もユニバーサル基盤からCNCで切り出します。
シャフトの製作
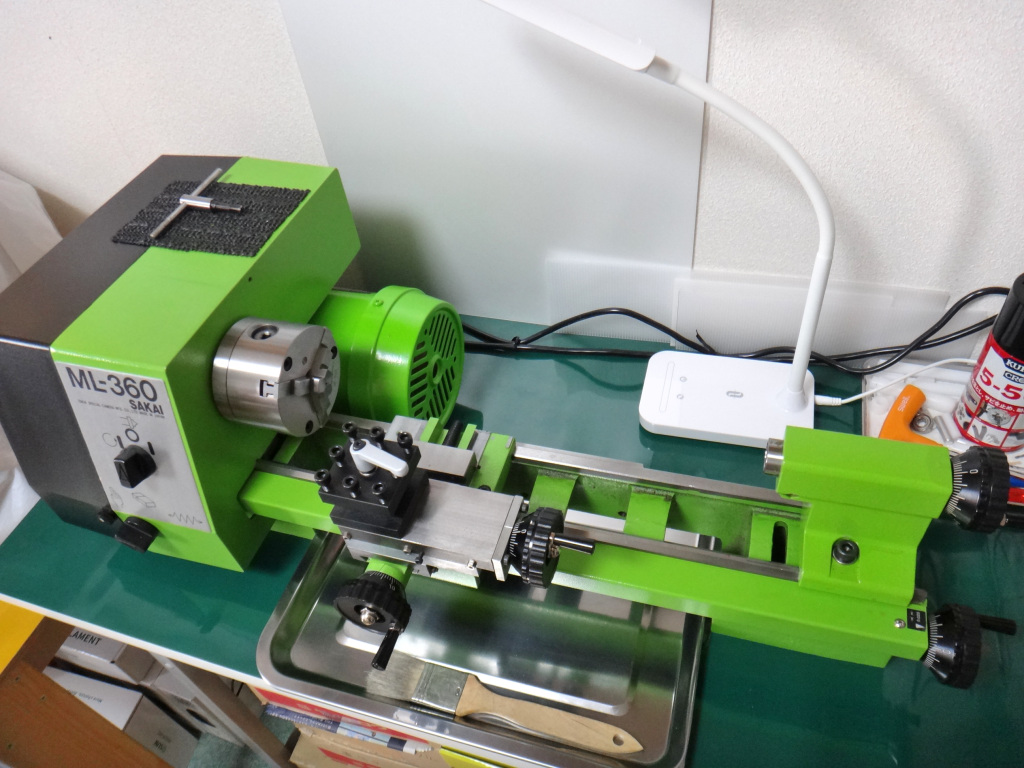
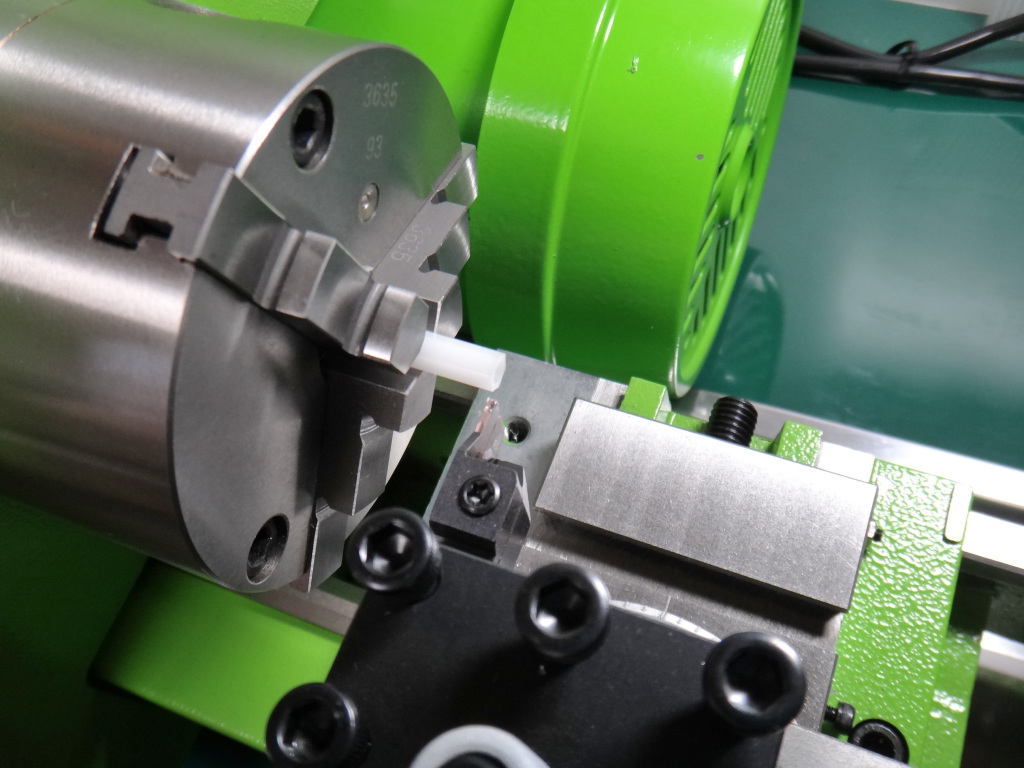
シャフトの加工は、ミニ旋盤を使用して行います。旋盤はサカイマシンツールのML-360を使用しています。国産の機械だけに、静かで高精度な加工が可能です。
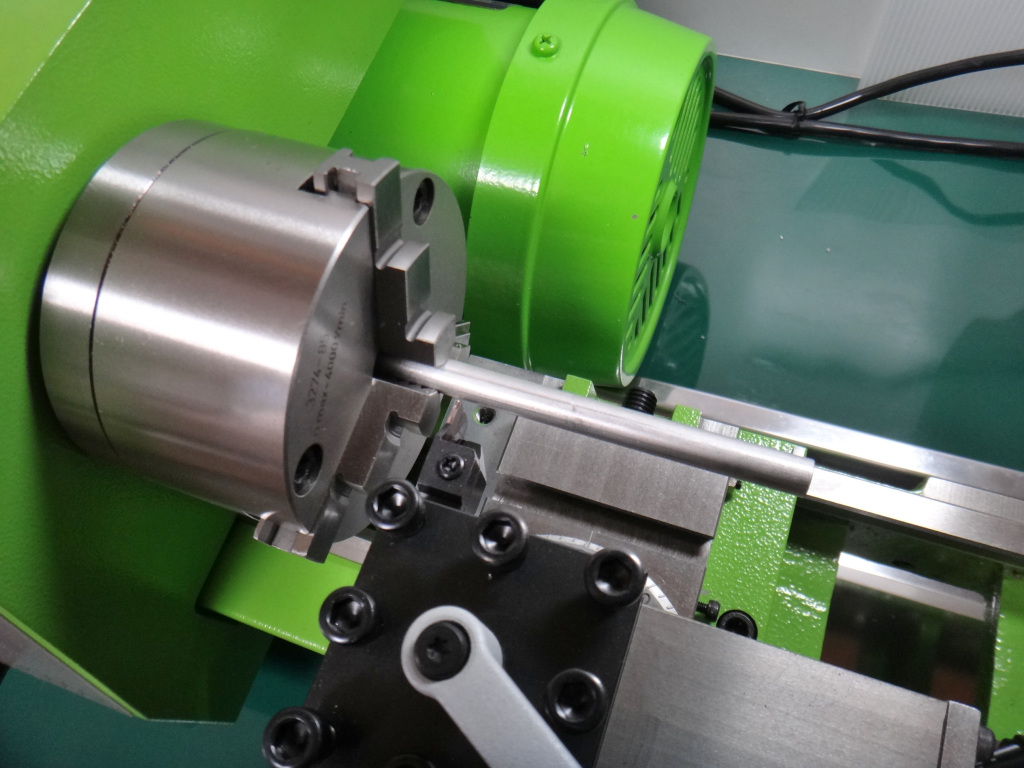
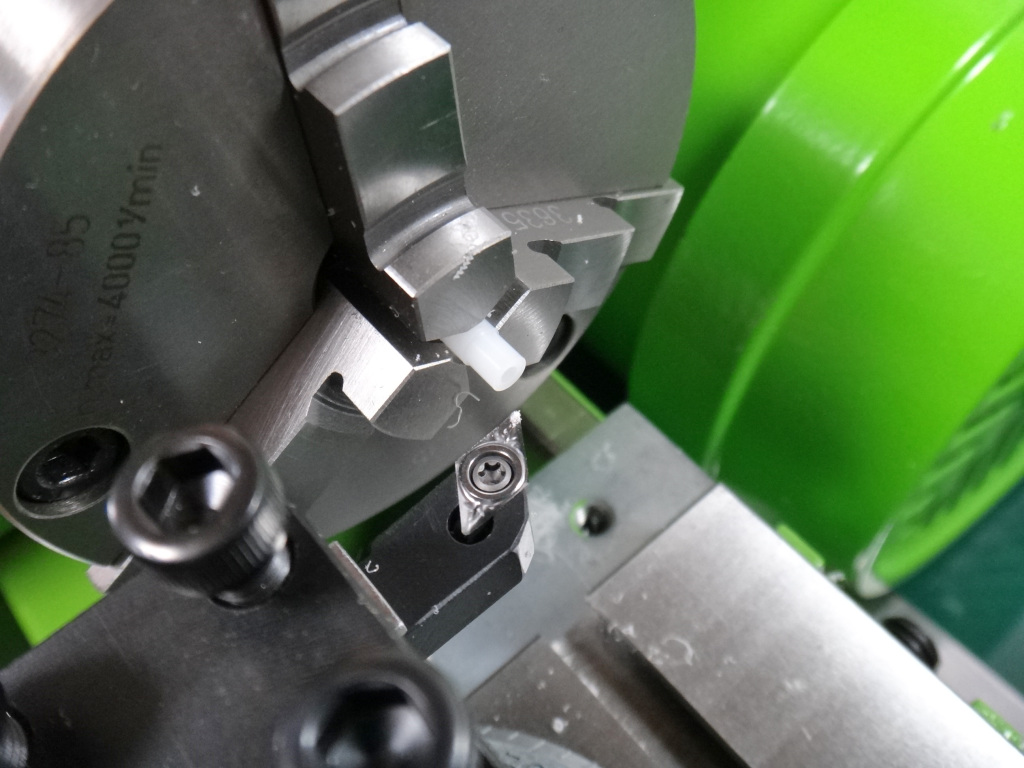
シャフトは、ジュラルミン丸棒(A2017)から製作します。最初に、突っ切りバイトを使用してカットします。
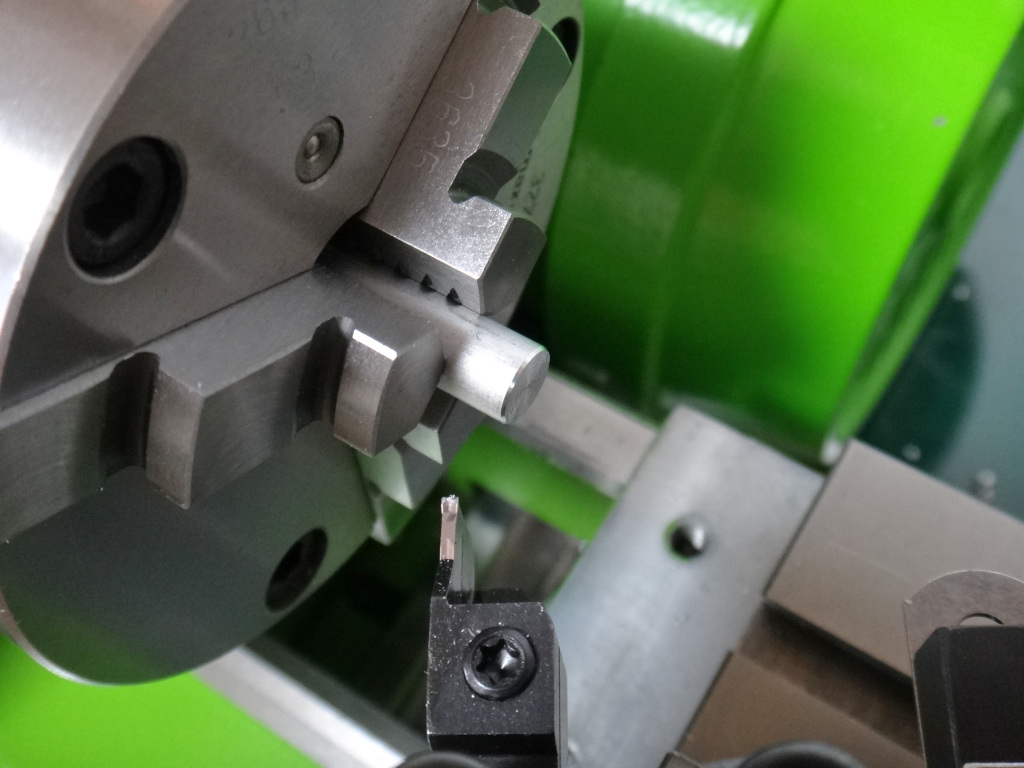
寸法出しと端面の仕上げを行い、最後に面取りを行っておきます。
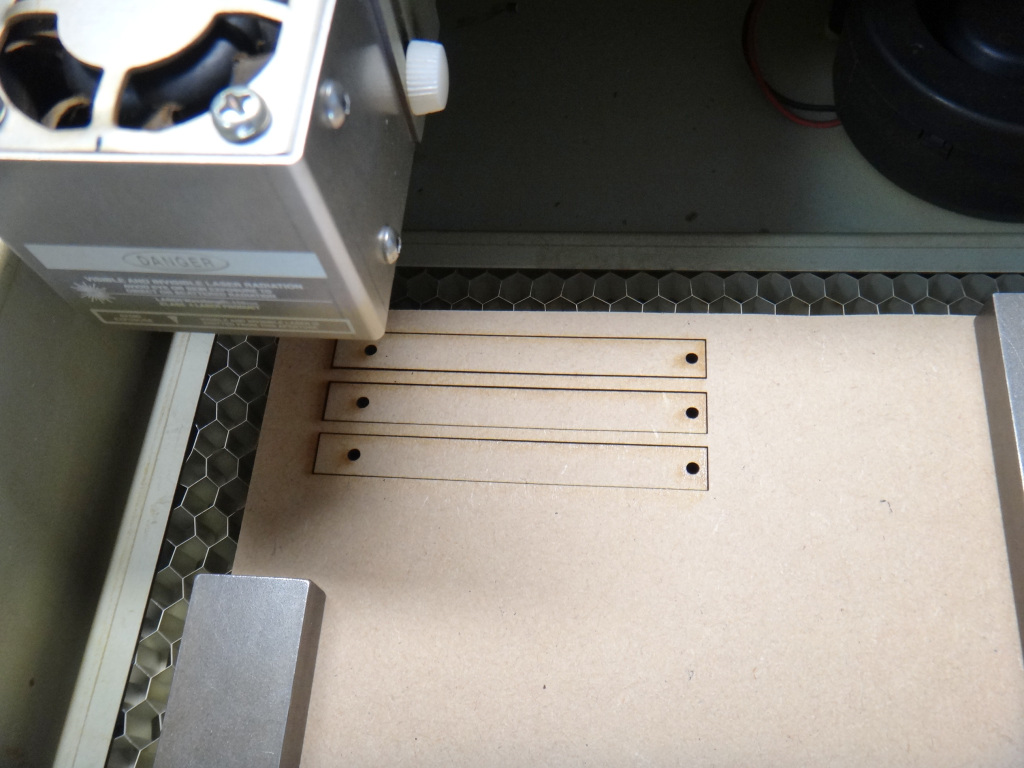
穴開け加工に使用する治具を作成します。2.5mmMDF板からレーザー加工機で切り出します。
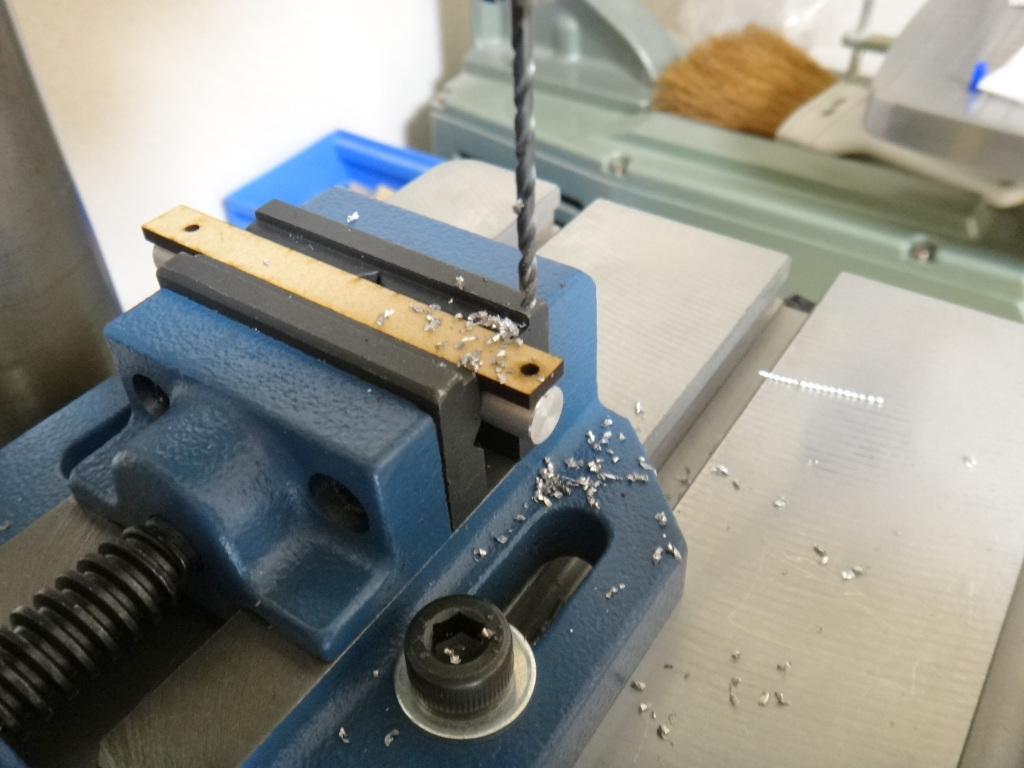
シャフトと治具をバイスに固定し、ボール盤で穴開け加工を行います。切削時のカジリを防止するため、切削油を滴下しながら慎重に開けていきます。

最後に穴の面取り加工を行ってシャフトが完成です。
小物部品の製作
旋盤で、マイコン基盤の固定に使用するスペーサーを切り出します。
カムベアリング部のスペーサーを作成します。(ジュラコン材)
スペーサーが完成です。

ケース底面に取り付けるゴム脚は、2mmゴム板から穴あけポンチで切り出します。
各部品の仕上げ加工
ジュラコン部品の穴開け加工を行います。
完成したカム部品です。

3Dプリンターで作成した部品でベアリングが納まる部分は、旋盤で軽くさらってバリを除去しておきます。
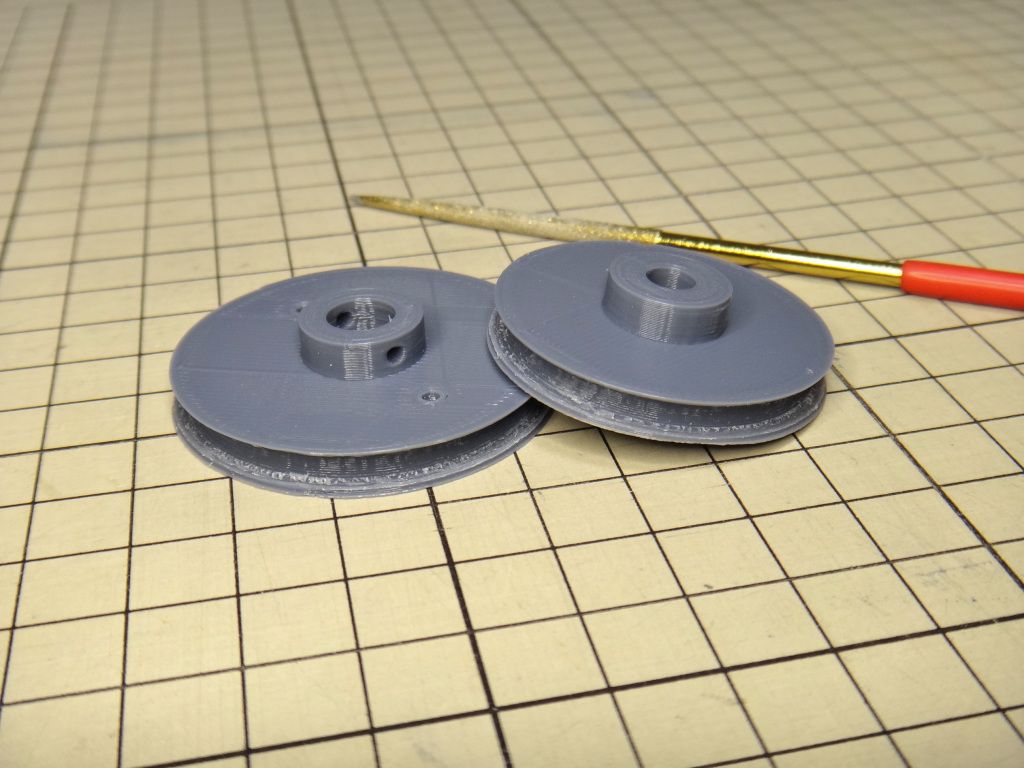
プーリーは、ベルトが通る溝のバリ取りを行っておきます。


ハンドルのシャフト穴を仕上げます。Φ8のストレートリーマを使用して、シャフトがガタなく嵌るよう調整します。
組立編へ続く




コメント 0