CNC加工機の導入(1) [工具]
久しぶりの更新となりますが、新たな加工機械としてCNCルーターを導入
しました。
まだテスト段階ではありますが、今回はその購入から、設置の様子につい
て書いてみたいと思います。

しました。
まだテスト段階ではありますが、今回はその購入から、設置の様子につい
て書いてみたいと思います。

はじめに
CNCとしては、小型ながらレーザー加工機が導入済みで、木製の治具や
小物部品の製作に活躍しています。しかしながら、少し手の込んだ物や、
耐久性が必要な物を作ろうとすると、木材だけでは難しいと感じる事も数
多くありました。
やはり、厚みのある材料や、木材以外のカーボン、アルミ合金などをCAD
図面通りに加工しようと思うと、CNC制御のフライス盤かルーターが必要と
なってきます。
以前であれば、とても個人では手が出せないCNC加工機ですが、調べて
みると国産でも入門機であれば10万円台からあり、より加工能力の高い
装置でも、海外(主に中国)で調達すればよりリーズナブルな価格で入手
できる事が分かり、その購入を検討する事にしました。
CNCとしては、小型ながらレーザー加工機が導入済みで、木製の治具や
小物部品の製作に活躍しています。しかしながら、少し手の込んだ物や、
耐久性が必要な物を作ろうとすると、木材だけでは難しいと感じる事も数
多くありました。
やはり、厚みのある材料や、木材以外のカーボン、アルミ合金などをCAD
図面通りに加工しようと思うと、CNC制御のフライス盤かルーターが必要と
なってきます。
以前であれば、とても個人では手が出せないCNC加工機ですが、調べて
みると国産でも入門機であれば10万円台からあり、より加工能力の高い
装置でも、海外(主に中国)で調達すればよりリーズナブルな価格で入手
できる事が分かり、その購入を検討する事にしました。
「CNCフライス」か「CNCルーター」か
鋼材を含めた金属加工を主体に行う場合は、CNCフライスを選択する必要
があると思われますが、私の場合は、木材、樹脂及び金属ではアルミ合金
まで加工できればOKですので、より高い主軸回転数が使用できるCNCル
ーターを選択しました。
また、将来CNCフライスが必要になった場合でも、アルミ合金の加工がきち
んと出来る機械であれば、汎用フライス盤を購入して、CNC化に必要な部品
を削り出す事も可能であると思っています。
機種の選定
具体的な機種については、以下の条件を踏まえて選定を行いました。
・加工エリアの面積はA4サイズ以上
・本体の剛性が十分高い
・バックラッシュを抑えるため、ボールねじ採用である
・アルミ合金切削の為、スピンドルは高回転で十分な出力を有する
・原点センサー装備である
・USB接続が可能である
また、国産機と海外製(中国製)を比較すると以下のようなメリット/デメリット
があると考えられます。
国産機(主にO社)
<メリット>
・品質が安定している
・購入後のアフターケア(技術サポート、部品供給)が期待できる
・情報量が多い
<デメリット>
・海外製に比べてかなり割高
・組立てキットの為、精度は組立者のスキルに左右される
・原点センサーなど、必ず必要と思われるユニットがオプション扱い
海外製(主に中国)
<メリット>
・加工能力、製品内容で比較するとコストパフォーマンスが非常に高い
・必要な物は総てセットされており、オプションで買い足すものがほとんど無い
・一部のパーツを除いて完成品で納品される為、その動作や、最低限の精度は
確保されていると思われる
<デメリット>
・形は同じでもコピー品が多数存在するようで、品質のばらつきが大きい
・購入元からの手厚いサポートは期待できない。
・製品によってはマニュアルが付属しておらず、最悪の場合自力で設定等を
行う必要がある
中華CNCに決定
上記の要素を総合的に判断して、今回は海外製(中国製)を導入する事
にしました。
とはいえ、工作機械ですのでとんでもない個体に当たると後が大変です
ので、比較的品質が安定していると思われる「OMIO CNC」という会社
が販売する「X4-800L-USB」をオーダーしました。
また、同社の製品には、マニュアルやCNCソフトウェア、加えてソフトの
設定ファイルも付属しているため、初期の立上げまでがスムーズ行えそう
だということも選定理由の一つです。
設定ファイルも付属しているため、初期の立上げまでがスムーズ行えそう
だということも選定理由の一つです。
CNCルーター到着から設置
同社のホームページ上からオーダーして1週間後、成田空港に品物が到着
しました。
本来は、自宅まで配送してもらえるのですが、配送時のリスクを少なくする
ため、成田空港留めに変更してもらい、FEDEXの事務所まで出向いて受け
取ってきました。

テープでやたらに補強された大きな段ボールで届きました。重さは50kg近くあり、車への積み込みと
荷卸しが大変でした
早速開梱して中を確認します。ビニール等での養生はありませんが、緩衝材
として大量のウレタンが詰め込まれていました。 心配した、機械の破損も無く
一安心です。

工作室への搬入に先立ち、設置台の製作を行います。 ベース部分は2X4材、
天板は24mmの構造用合板を使用しています。 重量物が載りますので、ガッ
チリと組み上げます。

組み上げた設置台にCNCルーター本体を載せます。 ステッピングモーター
とスピンドルが未装着ですが、本体だけでもかなりの重量で、2階まで揚げる
のは一苦労でした。

ステッピングモーターとスピンドルを取付けて本体の組立て完了。

加工エリアのストロークは390mm×270mm×105mm、全軸リニアガイドとボールねじ装備で
しっかりとした造りです
スピンドルは、標準では水冷800Wですが、取扱の容易さを考慮してオプションの空冷800Wを
選択しました
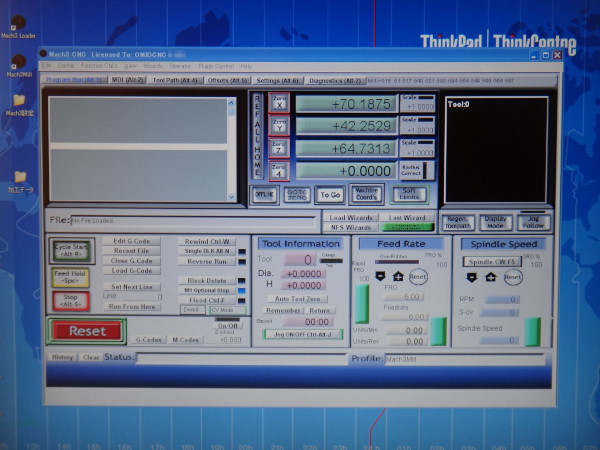
コントロールボックスと、制御用PCです。制御用PCは、添付のCNCソフト
ウェア(MACH3)が64bit OSでは動かないため、以前使用していたXP搭載
のノートPCをSSD化して使用しています。

動作の安定性を確保するため、PCにはCNC以外のソフトは入れず、ネットからも遮断してスタンド
アローンで使用しています
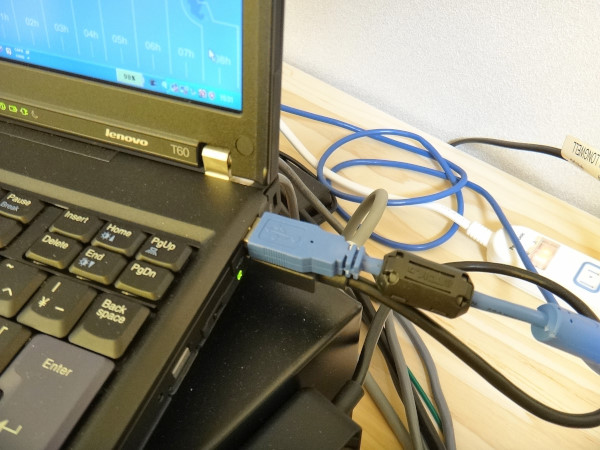
CNCソフトウェアのMACH3は、通常はパラレル接続ですが、本機の場合
はコントロールボックス内にUSBインタフェースボードを内蔵していて、
USB接続が可能となっています。
CNCソフトウェアの「MACH3」をインストールします。セットアップは付属の
マニュアル(英語)に詳細な説明がありました。
その後、コントロールボックスの電源を入れ、JOG操作を行って各軸が正常
に動作する事を確認しました。
以上で設置までの作業が完了しました。 次回は、テスト切削から運用に必要
な防塵対策を行っていきます。
>>CNC加工機の導入(2)へ続く
2018-12-08 11:07
nice!(0)
コメント(0)




コメント 0